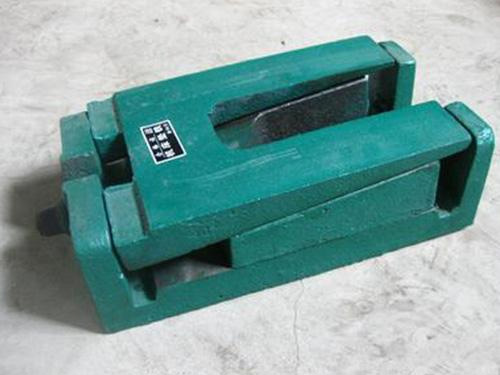
镶条(俗称塞铁)一般装在燕尾导轨、平导轨之间,用来调节配合面之间的松紧程度或补偿燕尾间的磨损。镶条在各种车床、铣床、钻床等设备的导轨移动机内,在镶条侧面刨出宽3~4mm的倒角。然后,将旧镶构中,起着重要的收紧导轨作用。镶条制造精度将直接条放入调节板10的燕尾槽内,通过压板11压紧。使用影响到机床的加工精度。镶条,一般的制造程序时,采用钢尺5和百分表 地调整工件之斜度。关于镶条的具体介绍如下:
一、镶条的基本分类
镶条主要可以分为分直镶条、斜镶条二种,这主要是根据镶条产品的不同形态特征来进行分类的,目前我国工业当中所应用到的绝大多数为斜镶条,材料一般用Q235钢,也可用灰口铸铁HT150或HT200制成。
二、镶条的实际应用
在机床大修理时,为了恢复机床的几何精度,对导轨面都要进行人工刮削。经过磨削后,导轨面尺寸减小,致使绝大多数的镶条配刮后因长度太短无法调整而报废。通常的解决方法是重制一根新镶条,但机加工量大,人工刮削量也多,有时找材料也很困难,尤其是在镶条较长、较大的情况下,问题 加突出。为了减少机加工和人工刮削工作量,节约材料降低成本以及缩短修理时间,在机床原有性能的前提下,我们采用焊囹的方法修理镶条。
三、镶条的使用注意事项
长期从事机床大修工作,在修理中时常会因机床导轨磨损,后造成几何尺寸变动,从而使得原有镶条(又称楔铁)无调整量。这时就需重新加工出一根新镶条再进行配刮。由于铣、刨加工镶条易变形且加工余量难以,过大的加工余量给配刮带来不便,过小又易造成废品,为此我们设计制作了一个简易便捷的镶条配磨工装,经试用效果良好,既能较好地控制加工余量又减轻了劳动强度,且配磨调时调整斜度和加工时的拆装均方便。
此外,由于镶条细长,刚性差,在牛头刨床上加工时,虎钳装夹困难,倾斜面难控制,钳工配刮加工质量差,效率低。为镶条的加工精度,一些国内厂家设计了一种镶条加工的简易夹具。在夹具体底部有两个可装卸的定位键15。在刨床或铣床上粗、半精加工时,夹具上的定位键15与刨、铣床工作台面的T形槽配合,用螺钉固定在工作台上进行加工;在平面磨床上精加工时,将夹具定位键15卸下来,使该夹具吸附在平面磨床的磁力台上。